壓管子的機器設備如何壓高低壓油管 氣動液壓設備操作詳解

壓管子的機器設備,通常稱為壓管機或扣壓機,是用于將金屬接頭(套筒)牢固、密封地壓接到高低壓油管、氣管、水管等軟管端部,形成可靠連接的關鍵設備。其中,氣動液壓設備因其操作便捷、出力穩定、效率高等優點,在工業維修、工程機械、汽車制造等領域廣泛應用。本文將詳細闡述如何使用氣動液壓設備來完成高低壓油管的壓接工作。
一、 準備工作
- 設備與工具檢查:確認氣動液壓壓管機狀態良好,氣壓源穩定(通常需要0.6-0.8MPa的壓縮空氣),液壓油充足。準備好待壓接的軟管(高低壓油管)、對應規格的接頭(由套筒和芯子組成)、尺規或游標卡尺。
- 規格匹配:這是最關鍵的一步。必須確保軟管的內徑、外徑、鋼絲層結構與接頭的規格完全匹配。不同壓力等級(高壓、低壓)的油管,其結構強度不同,對應的接頭和所需的扣壓力也不同。錯誤匹配會導致泄漏或接頭脫落,引發安全事故。
- 軟管切割與處理:使用專用切管器將軟管垂直切割至所需長度,確保切口平整、無毛刺、無變形。剝去軟管端部的外膠層(如需),長度需精確符合接頭套筒的要求,露出內部的鋼絲增強層,并確保鋼絲層清潔、完好。
二、 設備設置與調試
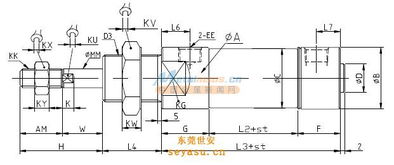
- 安裝模具(縮緊模):根據套筒的外徑尺寸,選擇對應的上、下模具,并將其正確安裝到壓管機的模座上。模具的規格直接決定了扣壓后接頭的最終外徑。
- 調整扣壓尺寸(設定壓力或行程):
- 對于高壓油管:要求極高的密封性和抗拔脫力。扣壓尺寸需嚴格控制,通常需要參考接頭廠家提供的精確扣壓值(即壓接后套筒的外徑)。可以通過設備上的壓力調節閥設定系統壓力,或通過行程控制裝置(如限位螺母、數顯控制器)來精確控制模具的閉合尺寸。原則是“足而不破”——施加足夠的壓力使套筒變形,緊密咬合鋼絲層,但又不能過壓導致軟管內膠層過度變形或鋼絲層被壓斷。
- 對于低壓油管:要求相對較低,但仍需保證密封。扣壓尺寸的容差范圍較寬,但同樣需要避免欠壓(泄漏)或過壓(損傷軟管)。
- 首次壓接前,建議先用一段廢管和接頭進行試壓,壓接后用游標卡尺測量壓接部位的外徑,直至調整到標準值。
三、 壓接操作流程(以氣動液壓壓管機為例)
- 組裝:將接頭的芯子(內芯)插入軟管端口,再將套筒套在軟管外部。確保套筒與軟管端口齊平或位于規定位置。
- 放置:將組裝好的軟管接頭部位,水平放入已安裝好模具的壓管機工作區域中心。
- 啟動壓接:
- 氣動驅動:按下或踩下氣動開關,壓縮空氣驅動氣動泵工作,將氣壓轉換為液壓油壓力。
- 液壓執行:高壓油推動油缸活塞前進,帶動模具向中心閉合,對套筒施加均勻的徑向壓力。
- 保壓成型:在設定的壓力或行程下,模具持續壓緊套筒,使其產生塑性變形,內嵌的鋸齒或紋路牢牢咬入軟管外膠層和鋼絲層,同時芯子在內部擴張形成密封。
- 卸壓復位:達到預設值后(機械式設備到達行程終點自動停止,數顯設備自動停止),釋放啟動開關。液壓系統卸壓,模具在復位彈簧或油路控制下自動張開。
- 取出檢查:小心取出壓接好的油管總成。
四、 壓接后檢查與注意事項
- 外觀檢查:觀察壓接部位,套筒應變形均勻,無歪斜、過度凹陷或開裂。軟管外膠層不應有被擠出的現象。
- 尺寸驗證:用卡尺測量壓接部位外徑,確認符合標準。這是判斷壓接是否合格的最重要量化指標。
- 性能測試(必要時):對于高壓管路,應進行壓力測試,檢查是否有泄漏或接頭拔脫。
- 安全與維護:
- 操作時手部遠離模具閉合區域。
- 定期檢查設備的氣路、油路,更換液壓油,保持模具清潔。
- 始終遵循“先對規格,再調設備,后試壓,最后量產”的原則。
###
使用氣動液壓設備壓接高低壓油管,是一項將氣動便捷性與液壓出力平穩、強大相結合的技術。其成功關鍵在于規格的精確匹配、扣壓尺寸的精心設定以及規范的操作流程。對于要求嚴格的高壓系統,尤其需要精細化操作和檢驗。掌握正確的壓管技術,能確保液壓管路系統的可靠性與安全性,杜絕因接頭失效而引發的故障和風險。
如若轉載,請注明出處:http://www.fxrlzy.cn/product/21.html
更新時間:2026-06-07 16:28:50